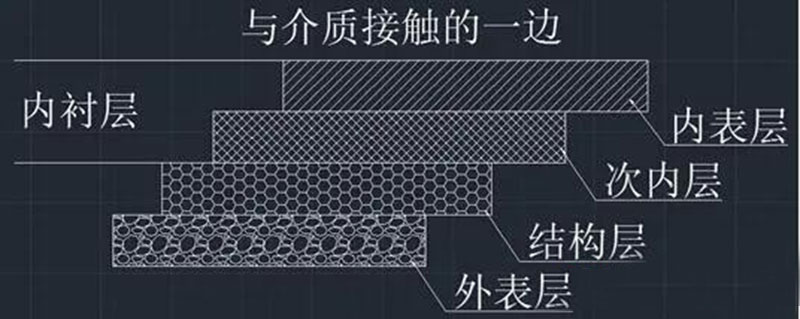
(3)結構層:由無堿玻璃纖維纏繞紗浸潤結構層樹脂後采用🚶交叉纏繞的方法一次成型(設計有加強筋的加強筋也一起成型)。該層樹脂含量通常在45%左右。作用是承受壓應力、拉應力和各種外載荷。
(4)外保護層:該層為外附樹脂層,樹脂含量大于80%,同時🏃♂️在樹脂中🏃♀️加入UV-9型紫外線吸收劑以防止光氧老化。
玻璃鋼負壓風機的生産通常采用SMC(片狀模塑料)模壓成型工藝💋,主要生産設備有片材機和玻璃鋼風機模壓成型液🎯壓機,采用片狀、的模壓料,首先将一定量的模壓料置于金🎯屬對模中,而後在一定溫度🐅和壓力下成型制得🤟所需的玻璃鋼風機制品。玻璃鋼風機模壓成型方法,所制得的玻璃鋼風機産品💃尺寸精确,表面光潔,可一次成型,生産效率較高,且産品質量👈較為穩定,适合于大批量制作各種小型玻璃鋼制品。其不足之處是模具的設計和制造較為複雜,生産初期的投資較高,且制件受設備🚶的限制較為突出。